6�、制造
6.1 當(dāng)板片表面有跑過板片厚度負(fù)偏兼的凹坑、劃傷�、服痕等缺陷時應(yīng)進(jìn)行修靡。
6.2 板片最薄處的厚度應(yīng)不小子板片厚度的75% �。
6.3 板片表面應(yīng)清除沖切毛刺。
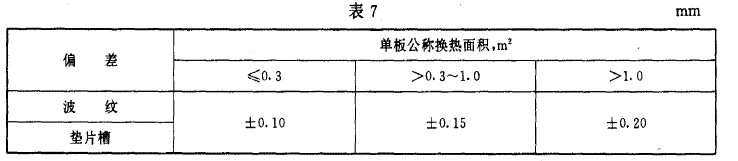
6.4 板片被紋深度偏提及墊片槽深度偏差應(yīng)符合表7 的規(guī)定�。
6.1.5勢片的制造要求見附錄A( 標(biāo)準(zhǔn)的附錄)。
6.2 組裝
6.2.1板式換熱器應(yīng)按流程組合設(shè)計圖進(jìn)行組裝���。
6.2.2板片在裝配前應(yīng)進(jìn)行清撓�����,墊片槽和被紋表面不應(yīng)有將物�����。
6.2.3當(dāng)墊片用帖結(jié)劑粘貼在板片贊片槽內(nèi)時��,不應(yīng)有扭曲與松脫;若采用其它非粘貼方法將墊片固定在板片墊片槽內(nèi)時�,亦不應(yīng)有扭曲和偏離板片墊片槽等情況。
6.2.4組裝時����,宜均勻?qū)ΨQ地擰緊央緊螺柱(成頂桿),以保持板片的平行狀態(tài)�。組裝后,如夾緊尺寸小于1000mm 時�,兩眼緊板間的平行度偏差不應(yīng)大于2mm; 當(dāng)央緊尺寸L 大于或等于1000mm 時,兩服緊板間的平行度偏茲不應(yīng)大于夾緊尺寸L 的3%且不大于4mm �����。
6.2.5夾緊尺寸的偏差應(yīng)不大于O.2Np mmo
6.2.6壓緊板接管法蘭密封面與接管中心線的垂直度偏援不應(yīng)大于法蘭外役的1%
6.2.7 板式換熱器的碳縈鋼零�、部件外露表面應(yīng)采取防銹措施;法蘭密封面寬除油(脂)防護(hù)�。
6.2.8 板式換熱器需涂漆的金屬表面,應(yīng)清除油污和影響涂穰質(zhì)露的雜物��,擦膜應(yīng)均勻��,不應(yīng)有氣泡�、龜裂和剝落等缺陷。
6.2.9組裝后,板式換熱器內(nèi)腔應(yīng)潔凈�、無雜物。